Technical Paper
Offshore risk-based asset integrity management: A new methodology
by Binder Singh and Jim Britton (2001) from NACE 2001

Abstract
The management of corrosion and integrity for offshore applications has become more critical as deepwater exploration and production continues. There are many challenges ahead, the most important being that the scope for error is greatly reduced. Repair, retrofit or replacement all become that much more difficult and costly due to logistics. The importance of correct execution first time is therefore vital, and one of the most important areas is that of suitable materials selection and corrosion management. This paper presents a new Risk Based Corrosion Integrity Management (RB-CIM) methodology comprising 10 discrete steps which when used diligently can provide the means to resolve the many threats encountered. In particular focusing on pertinent through life fitness-for-purpose, and important regulatory issues. The principles engage a multidisciplinary approach with a radical emphasis on design reappraisal, failure investigation, prioritized inspection and extended verification to address the demanding safety, environmental, and performance objectives. The scheme invokes a paradigm shift in thinking and is considered very relevant for both existing and new offshore deepwater developments.
Introduction
The subject of integrity management has received much attention over the past ten years or so, a cross section of pertinent papers shows typical developments in this field.1-9 The urgency has now reached a more pressing level as deepwater exploration and production continues, and new challenges present themselves, some of these have been predictable, others are not. The traditionalist viewpoint of the design meeting the minimum requirements of the relevant code has to be questioned, and confronted thus enforcing the modernist standpoint that designs must be fit for purpose through life. This means from conception to retirement i.e. from drawing board, fabrication, installation, and commissioning through to service (in/out) operations and onto decommissioning. The integrity function must therefore expand to accommodate all operating conditions including, steady state, shutdown cycles, excursions and transients. Hitherto designers can meet the code requirements for the structure, pressure/piping systems, nozzle reinforcements, geometry, external loadings etc, and the fabrication/assembly validated against design drawings by third party review and test witnessing. However as challenging deepwater remits beckon, comfort zones will need to be stretched, and greater emphasis placed on risk based judgmental engineering. It is the intention of the RBCIM to minimize the subjective content by maximizing the objective content, through a sequence of transparent checks and procedures enforcing better, revisable, auto-improving quantification.
Mechanical design, operations and corrosion: It is clear that the gray area between design and operations is often skipped, though it is noted that more operators are voluntarily requesting second opinion type reviews. Often with beneficial (albeit sometimes controversial) results. And this is without doubt a good trend; the new approach we believe provides the necessary vehicle for safety/critical area isolation, with best practice regarding knowledge application, roles, and responsibilities. When the structure/system is installed, and meets the environment addressing both steady and non-steady service, the onus for through life operations is supposedly transferred to the operations/maintenance departments. There is at this stage little recourse to the designer who may now be more interested in the next project, and so there is rarely any follow through. Any sensible suggestions at this stage will be frowned upon and often inadmissible. The best time for constructive design comment is clearly at concept or front end engineering design (FEED), even up to detailed drawings stage. However materials/corrosion input is rarely permitted at this stage, usually because of project costs, mainly as it is often excluded at contract write-up stage. It is strongly contended that such review is vital, and that bid preparers, project managers/ coordinators, and ultimately regulators should be made fully aware of the possible consequences. Design modifications, retrofit, rehabilitation, investigations etc at later stages can become very expensive and negatively received.
The whole ideal, regarding asset integrity management has now become much more pronounced as deepwater ventures consolidate. Facility managers need therefore to make the case for such input sooner rather than later, and this is already happening with considerable success. Major industrial projects are utilizing advanced asset management techniques as business initiatives 7,8 and this will no doubt continue. However it will probably be the economic forces of deepwater oil and gas, which will provide the prime moving catalyst for, accelerated growth in this area. In the Gulf of Mexico region this has already become more important as the MMS/USCG regulations evolve. The introduction of the MMS defined Potential Incidents of Non-Compliance’s (PINC) listings is a powerful example of such impact. 9 The listings are actually for inspector guidance but should serve as warning flags to the operator. And of particular note are the PINC series G #‘s 110-113, which focus on the need for safe workmanlike operations regarding the lease, equipment and associated facilities; G-111 in particular addresses corrosion and inspection detail, including interpreted links to design. Needless to say policing of these criteria will be more pronounced as we venture into deeper fields, with greater manning levels, and more public sensitivity. And as with safety cases elsewhere, the statutory body interests are directed to the achievement of performance setting goals or end objectives, and not so much the means. The rationales described by the MMS 7,9, 10 and the market place11,13 may therefore be construed as directives to assert integrity management.
Methodology
The starting point for the RB-CIM 10 step methodology is the adapted bathtub failure curve, Figure 1 which attempts to correlate failure frequency, fitness for purpose and investment. Specific curves are case dependent and not generally repeated across facilities. However it is the precursor to the new methodology offered, Figure 2, by virtue of its ability to focus attention when and where needed. The 10 steps follow a logical plan, which is tailored to counter known weak points in the overall life cycle. This is also demonstrated per examples submitted later. The principles are based on the evolution of North Sea and GOM trends by history and experience, as illustrated by the annotation of the failure distribution with some typically expected milestones through plant life Primarily the discovery of new or more potent forms of existing mechanisms of failure may be interpreted when new realms of environments or operations are entered, and deepwater campaigns certainly qualify for this. A sizeable percentage of existing facilities world wide are now in this arena, and of particular note, may be the more domineering localized, microbial, wear/fretting, CRA-hydrogen damage under CP, stagnant pocket, and complex flow related corrosion mechanisms. The major problems are usually perceived as being external but the harsher reservoir conditions in deepwater fields, and aging pipeline infrastructure, provoke a greater inclusion for internal corrosion.
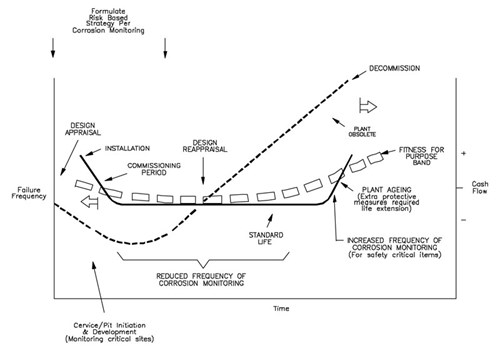
Figure 1 - Typical failure and cash flow schematic (Note: Fitness for purpose band is an unwritten tolerable frequency of failure / damage)
M 10 step methodology is the adapted bathtub failure curve, Figure 1 which attempts to correlate failure frequency, fitness for purpose and investment. Specific curves are case dependent and not generally repeated across facilities. However it is the precursor to the new methodology offered.
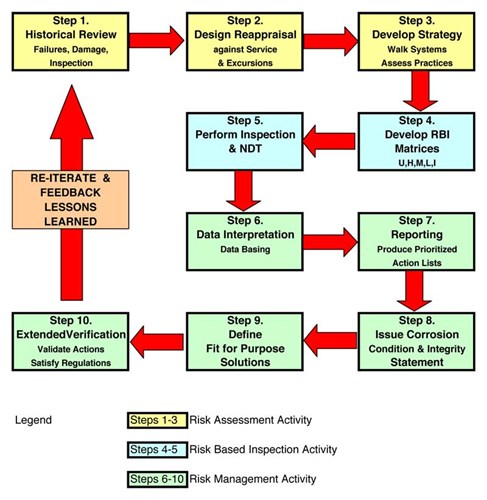
Figure 2 - Risk-based corrosion integrity management methodology 10-step working loop
(Note: The loop can be applied to a structure, pipeline, topsides, item of equipment, specific survey, or discrete failure mechanism.)
Technology drivers: Also as technology has advanced over the years, pushing design envelopes to greater stressing loads, pressures, temperatures and flow velocities, a new silent parameter the litigation function has also arrived. Leading even to legal fund allocations within budgets to reserve a protection caveat. Most company warranties for equipment are active for the early running-in period or commissioning phase, however some are now omitting liability for any corrosion related failure, others limit their liability to the value of the project consultation fee, even though the consequences of a mishap may be horrendous. Some seek global protection in limiting liability to a single country or jurisdiction, and others more recently will overtly disclaim responsibility for their findings. In other words the ground rules are shifting as risks particularly within deep waters are increasing and it is now almost a question of being smart to outsmart. Not ideal but perhaps understandable; still technology presses on and important fitness for purpose criteria, though highly subjective, need to be quantified. One such method may be via banding profiles see Figure 3, and an awareness of the (often unwritten) tolerable level of failures or planned shutdowns. It is likely that not all problem areas or threshold values will be identifiable or foreseen but it should be the intention to have them mostly manageable, using where appropriate risk based techniques, with iterative process revisions on an ongoing basis. Under difficult conditions where there is a shortage of experience or data, perhaps with a relatively new alloy under unique exposure conditions, the loop assists the use of derivations from across systems, or risk based estimates via focused efforts, and good documentation. In this way parallel testing/trials and knowledge accumulation will give the best opportunity for a positive merging of all findings. The approach should also discourage the passing-on of anticipated problem areas to other divisions, future operations, next years budget etc, since technical assessments and program adjustments will be better visualized within the bigger picture.
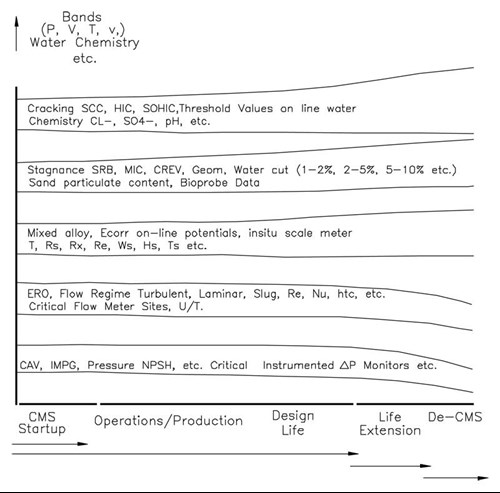
Figure 3 - Typical engineering fitness for purpose - bands of operational criteria
Timing and hindsight: The point at which such a risk based strategy should be introduced is debatable, in reality anytime from start to finish is acceptable, but it seems most valuable to engage parallel to design. If not then for new facilities at or soon after start-up in order to maximize added value and productivity. 7,11,12 For older systems, it may come into effect soon after a problem recognition area or site failure, whereupon the desire to continue production unabated invokes an organized (or often unorganized) risk based decision process. 12 The discrete ten risk oriented steps proposed, refer Figure 2, have been formulated to be logical, and give quantifiable improvements within a cost-effective action plan. The procedures once in place can self-drive the key steps viz., failure history assessment, design re-appraisal, risk assessment, inspection matrix prioritization, NDE implementation, survey data interpretation, predictive trending, corrosion/integrity statement, practical fit-for-purpose solutions, extended verification, validation and continuous positive feedback. In all cases the output must be improved reliability, ongoing plant operational and future design improvements. In principle the loop is considered near equivalent to hindsight in action. The following paragraphs attempt to expand on some of the important matters within this methodology.
Fitness for purpose: Engineering performance management frequently involves not necessarily the best or correct solution, but more frequently the most suitable under the circumstances. The prime aim being to keep the facility working, and at most times this defines the optimum solution of the day. Corrosion engineers must take full cognizance of this within the bounds of their suggestions. Fitness for purpose whilst a complex concept to quantify, is however the critical cornerstone of all advanced offshore projects. Figure 3 shows how this may be schematically represented for one engineering case. Essentially this is an attempt to set an envelope of safe operation covering all known parameters, with monitored/recorded plots being used to track operability. The curves are “open” in that new parameter thresholds could be suitably added as the envelope expands or new data become available. The use of internal on-line corrosion potential (Ecorr) values is singled out as one powerful but underutilized parameter. Here theoretical or laboratory data should be used with caveat, and perhaps an initiative taken to regard the on-line parameter as a bona fide material performance property akin to Ys, maximum fluid velocity etc.
It can be stated that a very high percentage of degradation/corrosion /cracking phenomena in practice tend to be directly linked to an initiation mechanism at service outages or excursions, such as post hydro test lay-up, commissioning transients, operations outside design envelope, shutdown, malfunction, human error etc. These must be properly addressed; however such consideration does exert unfavorable pressure on designers to select materials and geometry‘s which will tolerate “all through life conditions” a responsibility often out with their experience basis. Thus the vital need to take account of this via specialist materials/corrosion input, pushing the use of more creative methods such as engineering similarity (non-dimensional analyses), and independent design reappraisal techniques ( including alternative risk based solution paths) etc to redefine suitability per the critical transient/shutdown and excursion profiles envisaged.
Plainly in due course it will become more important for structural/equipment designers to engage more closely with corrosion aspects, and the opportunity with deepwater developments may be the catalyst.12 The opposite or corollary is also true, in that corrosion specialists need to understand and engage more freely with the mechanical and structural design techniques. At present the most frequent point of cooperation is often correctly enforced at the discretion of the asset holder/lessee/operator who is ultimately responsible. And the end result invariably justifies the means, since in virtually all cases examined a considerable improvement in design and fitness performance is realized, albeit sometimes with painful retrofit/revisions being recommended. In time an independent materials selection /corrosion engineering overview will no doubt become an accepted part of the engineering design process, perhaps at least under the auspices of an extended verification process as related in the loop. For the present, however necessity has intervened by virtue of the challenging and sometimes uncertain remits of deepwater development, and we have already seen such influences enter the fray.2, 7
Role of judgment and risk: It is commonly understood that the greatest single non-catastrophic threat to the integrity of an offshore structure or pressure plant is its natural degradation during through life exposure. The most frequent causes of degradation are corrosion related (up to 10 major and over 20 delineated mechanisms), mechanical overload, and human error- including a preponderance of poor initial design with possibly the majority of integrity breeches being attributed to the latter. Corrosion is thought to account for up to 80% of all process failures, and it has been adjudged that over 70% of plant problems are not reported back to the designer for one reason or another. 12. Perhaps this is because the designer inadvertently loses some interest as the remit is over and done, and who wants to hear that their design is not performing as intended? In-situ design modifications are also of major concern, often being implemented without authorized overview, a dangerous practice noted in many case histories 16. The new approach offered, with a formal reappraisal function will diplomatically stimulate and maintain direct interest, with the specialist opinion bridging the gap between design and operations. As with all new challenges engineering the science becomes more and more judgment and therefore risk oriented.
CP and other 3rd party reviews. Hitherto engineering third party reviews are not common, and if used have tended to pay attention almost entirely on new builds and are very limiting on the corrosion side. The situation is rapidly changing for deepwater offshore structures (new and old) whereupon external corrosion is seen as a major threat and effective cathodic protection must therefore be reassured. This is largely because new deepwater criteria have arisen, such as deep seawater flow disturbances, high/variable resistivity, low temperatures, reduced or cyclically replenished oxygen levels, increased microbial activity, lower pH values, etc.7 These challenges are being met by CP specialists, but mainstream engineers still tend to use shallow water criteria in the design process, often with alarming impact on design life.12 There will no doubt be further implications adjudged, as more deepwater data emerge or are interpolated, particularly regarding CP monitoring, design conservatism, and retrofit. It is reasonable therefore to deduce that life cycle integrity management can be successfully met by rational knowledge and corrosion management via effective design reappraisal.
Other existing programs such as classification, and certification also have a positive role to play, and can form a pivotal subset of the integrity management practice. However to assure a good likelihood of success the venture has to be corrosion led, and not corrosion followed. This will become a major consideration as deepwater structures such as TLP, DDC, Subsea Completions and future FPSOs etc are contemplated for the GOM region2,6,7,13 and indeed as more of the shallow water existing infrastructure ages beyond the 30 year threshold. The situation will be exacerbated further if “used” floaters are relocated from one zone to another deepwater jurisdiction, and we create a situation where the vessel is say both elderly and placed within new more aggressive and regulation demanding deepwater environments. In that case the failure frequency curve may skew quite drastically. This challenge may not be that far away if FPSOs in the GOM become a reality.2,7,11 The main concerns would then be invariably failure management and environmental worries under the hostile conditions created. No doubt the economics of the energy industry will be the final arbiter. We believe the discrete 10-step approach should go a long way to addressing such matters.
Regulatory issues: Generally over the past few years, there has been an underlying trend of the oil companies; focusing on core business and moving away from corrosion studies largely for economic reasons. However the main Regulatory bodies such as, MMS/USCG and UK-HSE seem to be moving towards greater emphasis in this area, largely due to statistically corroborated concerns regarding levels and types of failures observed. 2, 6, 7, 13, 14 Hopefully at some stage soon there will be a natural convergence of trends. In order to assist with resolution protocols it seems that the leading authorities have accepted that best, safe, economically balanced practices per corrosion management /control in the industry may be risk related. 10, 15 Though there are some inherent concerns regarding possible compromise of plant integrity 7, 16 and these will ostensibly only be allayed with focused R&D, and the accumulation of more experience with risk based systems. Presently it is also noted that most such developments are in fact land based, this means that access, response and escape can be pursued relatively easily. This is not the case for deepwater projects, whereupon optimum checks and balances cannot always be taken for granted. Thus the urgent need for greater cognizance of up front and operational means to fill this void, hence the new methodology.
Inevitably high volume risk analyses have in the past often engaged complex/expensive databases or models, much to the chagrin of operators, who do not always see value for money. Frequently these tie the client into an unhealthy “marriage of convenience” with the software supplier. Needless to say this over reliance on packages/ expert systems can tend to, encourage belief in the numbers, and inhibit probing inquisition, and may have the longer-term effect of restricting lateral thought and innovative engineering.
The loop presents a closely considered course of action, and a new more radical, cost effective approach, the guidance is practical and risk based to restrain any burgeoning effects. It has been said that nothing focuses the mind more than a signature and the sequence, revert to Figure 2, formalizes recognized best practices, validation, and clear auditable decision making processes, all within a team based approach. Greatest multidisciplinary group motivation is realized when all parties can reap the potential rewards, and this case is no exception. As a corollary needless to say when things do go astray the same parties must share in the negative aspects too, the logic being that all critical decisions must be consensus based.
Sound information exchange at all levels is of paramount importance, but with the advent of e-mail, presents no logistical problems. The loop provokes a live system re-evaluation status, and knowledge updating ethic, and enforces due diligence. Where appropriate, solutions should be ALARP-Risk based, with good documented feedback control. This approach should encourage a natural tendency to meet set performance goals and regulations, and may in reality offer a viable option against liability concerns, since all parties are empowered, in fact obliged to have input.
Engineering suitability: The operating environment is a moving variable, often changing erratically as the reservoir/well dynamics alter and service continues. Thus engineering suitability and fitness for purpose will also see a moving target. These must cover non-service conditions such as transients/ shut-ins/ excursions etc, (hence the term purpose is actually preferred to service) as an all encompassing through life stipulation. To address this matter, the internal and external environments must be considered per best information sourced; review of the design basis criteria is also useful but remains a constant and thus often not updated for completeness. Any onerous changes which may catch the attention of operators, third party reviewers, or certification authorities are often received with consternation, with everyone wanting to go forward without penalty since critical items are already installed.
The above scenario is a recurring dilemma, probably most effectively managed using an RB-CIM type philosophy, since this would allow a vehicle for all interested parties to have input from the beginning but at the same time take responsibility via consensus and traceability. The service data accrued will examine at minimum all vital concerns regarding internal and external modes (continuous or intermittent), normal or steady operating conditions, identification of abnormal operating- temperatures, pressures, velocities, pH, chemical injection etc, presence of insulation, subjection to temporary contaminants, and the periodicity’s of each. The first pass analyses may be performed using the standard operating temperatures and pressures entered against each item of equipment listed, and this usually approximates to the design basis, Figure 4. The loop also provides valuable focus to the application of ALARP to material selection leak path criteria as well as component leak or failure path criteria. And perhaps challenge other hitherto unaddressed areas such as impending ultra long term ( >40 year) life cycle –age effects such as plausible effects/variances per critical material properties.
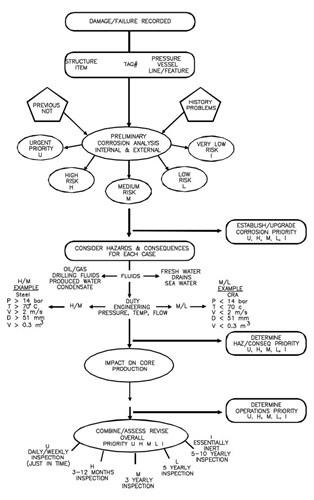
Figure 4 - First pass failure/ risk analysis flow/ work sheet. The criteria may follow available quantitative probability data or qualitative judgment based experience. A consistent weighting protocol would be suggested.
Appropriate theoretical and process simulations may also be used, and subsequent iterations would lead to improving value analyses. Where no such detail is forthcoming, suitable best risk based estimates may be agreed, quantified, or if appropriate modeled. The feedback within the loop will ensure continual improvement at subsequent passes/cycles of the methodology. Alarm flags may be raised to define threshold values. The approach if applied correctly and in good faith will ensure best-latest-safe-knowledge usage, without dominance by any single group.
Failure mechanisms: At first project contact the question of failure status and frequency must be addressed, see Figure 2. This is key to success, failure modes the end result of inadequate design, engineering performance, or low efficiency are defined by considering the combined effects of the operating environment, and circumstances upon each item, and the total integrated system. This is not easy, the corrosion related failure modes must include all possible mechanisms, 12 such as pitting, crevice, stress related - SCC/HIC/HE, corrosion fatigue, FAC/erosion, impingement/cavitation, CUI, dissimilar metal /galvanic attack, COMP-other compatibility issues, MIC, scaling/deposit cells, fretting/vibration, inter granular/selective phase, mechanical dominated (Hs, Rs, Ts, ?, etc) surface condition related (Ff, Rx, Cw, etc.) and uniform thinning and so on. A more complete listing of mechanisms and pertinent parameters characterized in the program are shown in Table 1. Modern applied techniques are now practically forensic in detail, and carefully characterizing such high risk parameters is often do-able within reasonable budget12.
The working loop resources would thus identify the most likely root cause of failure or damage, and assist suitable counter measures beyond basic corrosion allowances offered by design. This is a major challenge of persuasion, since the tendency is for designers to assume the corrosion allowance is the panacea. In reality this only solves the problem of general or uniform corrosion. The project managers, engineers and field inspectors must have full recognition of all likely corrosion phenomena through briefings or teach-in, thus ensuring appreciation, accuracy and reliability of actions. The loop will also help address any unique vulnerability identified, such as liquid metal embrittlement /caustic /sweet /sour cracking which may come into play at later stages. This would be done in accordance with pertinent standards, company specifications, and proprietary techniques per latest industrial experience accrued. Thus whilst zero failures may not strictly be possible, the approach can help eliminate the corrosion surprises, which are always a daunting prospect.
In many instances the failure mechanism is unknown/uncertain, or of a mixed nature, and not easily recognized. In such cases provided the source and site can be located (a formidable task itself) it is feasible for the strategy to specify a tactical anomaly management. Thus allowing very close monitoring of the feature perhaps using computer driven ultrasonic Cscan type mapping in order to pre-empt actual failure- the so called “just in time” approach.14 Other modern techniques such as B-scan, advanced thermal imaging and creative side stream or bypass/removable spool technologies may also be appropriate, often as screening tools used alongside daring rope access methods. The tie-in between predictive goal setting corrosion management, within reappraisal and extended verification stimulates innovation, maximizes data accuracy/repeatability/ auditability, and ensures credit and approval where due, and that recognition and responsibility, are not lost in the human equation.
Consequences, hazards and operability: The consequences of a corrosion related event causing failure are linked to hazards to personnel, environment, as well as the ability to operate the plant, i.e. reliability. This depends on the characteristics of the fluids released and the time-cost factors required to resolve and bring plant back on-stream. Numerical techniques rationalizing number, frequency and mean times before failure can also be successfully used to quantify such performance. The attention to the consequence detail is a powerful means of creating awareness, and much work is already in place regarding these parameters.7,11,12,15 The hazard that results from fluid release can be quantified per human proximity, duty, fluid inventory, flammability, presence of safety valves/ firewalls, and the location or impact of the failure on the production process or adjacent areas.
Following any breach of pressure containment the ability to continue safe plant workings may be affected, and limitations imposed can be quantified per extent of shutdown and time for repair. This parameter must by necessity be developed with close client cooperation, and is largely operator experience based. The essential risk parameters in the loop Figure 2, therefore comprise: Risk Analyses (steps1-3), Risk Based Inspection (steps 4&5), Risk Management (6-10), with the latter encompassing the subsets; risk based solutions and control (steps 9&10).
Envelope of operability - As a result, we can rationalize the fitness for purpose, by the bands of operability for identified critical parameters within the agreed risk driven interpretation. This may be defined on a system-by-system or component-by-component basis. In practice as plant ages these bands will be revised as new data come to light, again invoking close co-operation between RB-CIM exponents. In most cases some sort of extra condition monitoring including critical parameters such as pressure, temperature, velocity, corrosion potential, surface roughness/friction factor, pH, chlorides, sulfates, H2S, CO2 etc, will be necessitated. Thus quantifying the closeness of the operation to the design basis. Recall that the strategic aim is to maintain ongoing fitness for purpose, beyond basic code compliance. Hence the creation of an enabling methodology, which must use best available safe technology (BAST) 10 under focused knowledge management.
The risk based angle allows loop tweaking to keep costs manageable, however with the proviso of accepted downtime frequency. Otherwise the tendency to inspect all may take costly control. Thus the loop has evolved as a multi-disciplined engineering practice taking the best of marine/offshore experiences per corrosion against mechanical/metallurgical /risk/inspection and structural aspects. With knock- on effect of close synergy with appropriate NDE and accelerated laboratory tests etc. The essential steps per the loop will allow variations on a case by case basis, including overlay onto an existing system, but the core must retain design reappraisal, failure investigation, extended verification, and risk appreciation. For the RB-CIM to work however it must really be supported at the highest management level. Thereafter it can be looked upon to be self-driving, self improving, self policing, and self funding (the latter by way of enhancing production revenues).
Application
The 10 step loop is practical, experience, and risk driven; with emphasis on safety and tendency towards being fail safe. Upon application the system enforces a stop and verify status at any time if safety were compromised in any way. Theoretical and probabilistic modeling may be referred but is not accepted as overriding. The heart of the assessment will be the plant walk round/ close visual and this will invoke updating drawings and inspection isometrics. All critical decisions will require checklist make up, review, and competent person sign off. This is sometime avoided under the unsupported guise of additional time-cost burdens; the loop process can and has, demonstrably made this a compelling overview rather than unnecessary detail which may hinder project schedules.
The program is an aiding dynamic, offering a live condition of plant at any instance, forming the backbone of the integrity decision making process. The approach allows the lessee full management capability if so desired, thus avoiding the hassles of software tie-in/upgrades/service agreements etc. The key is impartial, efficient, transparent, free flow of data to allow critical assessments, revisions, feedback, etc. However the use of an impartial third party project management would give solid edge and have advantages.
The team based group could be internal with external input or any combination thereof, however deemed appropriate. Ultimately if the plant runs at high reliability with few unscheduled shut downs, no surprise leaks, and no regulatory/safety /environmental issues, all players in the loop are into win-win. In principle the know-how generated by the process can be applied to any project whether Offshore, Marine, Pipeline or Industrial. The strategic level logic is essentially the same. The specific methods at tactical level will vary, depending on specific undertakings to assure integrity against corrosion threats. The aim always being to resolve production and shutdown conflicts within the framework of predefined performance objectives, with practical fit for purpose actions.
Performance goals: General guidelines will be performance goal setting, and based on agreed safety critical items, however there may be instances where RB-CIM will gravitate towards a knowledge based prescriptive ruling; such as for example the selection of highly specific anodes for retrofit CP or structure survey locations. The actual level of success would be measured by any combination of predetermined objectives such as:
• Monitoring facility/unit efficiency and general condition
• Reduced downtime/increased productivity
• Reduced failures and frequencies
• Reduction in general and localized corrosion rates
• Reduction in perceived and calculated risk evaluations
Design reappraisal and extended verification: The original and mainstay aspects of the RBCIM are the design reappraisal and extended verification, and the modern day prompt for this has been the critical need to maintain integrity under applications whereupon the margins for error are constrained. Up until recently most corrosionists would accept the given design landing on their desk without question, this barrier needs to be broken. If the majority of engineering problems can usually be related back to the drawing board, then it stands to reason that the first and most powerful tool in the process is the design reappraisal discipline for both new build and old build. Essentially third party verification type reviews have been ongoing for certification, classification, and good workmanship purposes for many years, but with limited predictive content in the context of corrosion/degradation phenomena. Such checking nearly always being against identified standards or codes alone. Extended verification is therefore pushing the envelope to the next level.
The loop logic is to focus the reasoning taking full cognizance of predictive through-life factors. The concept examines performance goals and prognoses, beyond minimum code including management of excursions beyond design envelope, and would draw solidly from historical risk oriented experience, and knowledge based extrapolations. Thus covering alert for known but often difficult to quantify problem areas such as waxing/hydration, sand content, stagnance, embrittlement etc often invoking consideration of the formerly secondary parameters such as Rx, Rs, ?, Ts, etc, which often play part in root cause failures at extreme design boundaries and beyond. And since the scope of design is often based on uncorroborated reservoir conditions, a means to give allowance for operations out with the design envelope must therefore be included for deepwater applications.
Timing and methods guidance. Design Reappraisal at the beginning and Extended Verification towards the end of the loop when latest corrosion and excursion profiling data are describable seems logical. But it is accepted that case specificity can override, and so the loop is flexible, and some re-arrangement regarding where and when to do these critical steps is possible. The extent of defining excursions is difficult and may be quite subjective, however a good basis can be found from previous in-house or cross operator experiences. The caveat being that the loop insists on all such profiles to be operator defined and agreed. The important point is not to ignore them, reappraisal as defined will ensure that the necessary attention albeit demanding, is given. Close adherence to the loop is expected to ensure that such decisions are ordered and self improving upon iteration. The asset-holder or lessee will recognize the advantages for maintaining integrity and performance. And as such since design documentation must exist by law in most jurisdictions, the intent is to review selective/available plans and not necessarily detailed P&ID's etc, for the risk based inspection monitoring. The added value is in the objectives to minimize or eliminate corrosion problems and not to censure or reprove the design, which seems on occasion to be a design house concern. The end result will invariably increase stature of the design, and help maintain critical integrity for production continuity. The campaign should be directed where possible at existing client procedures and specifications, and may thus be developed as a powerful superimposing rather than replacing predictive tool, aimed at giving all parties greater peace of mind for continued life cycle operation.
Where insufficient information exists records should be examined and system walk through used to generate "as-installed/existing drawings", at the same time an NDE orientated baseline survey must be carried out to augment the data available, and to facilitate comparative data. Specific regulatory requirements and commercial standards must in all cases be unambiguously defined with client participation in the review. It can be argued that most materials and corrosion related problems could be addressed using published data alone. However the advantages of reviewing company specific design/operations data via independent route, and engaging the company field engineers can be an order of magnitude greater; often giving the opportunity to identify events in a chain of actions which could be precursors to failure. Thus if we accept this then the only real hindrance to resolution is access and motivation. This is true knowledge management, and the application of RBCIM can provide the meaningful purveyor.
Personnel and Resources: All RB-CIM plays must buy into the defined scheme objectives. To effect this, some team cross training will be necessitated and the immediate challenge is to select either engineers for corrosion training or to pick corrosion specialists for suitable structures/mechanical/ process training. The answer may be critical since the results at the end of the day must guarantee true multi-disciplinary objectivity. This is an important issue since experience has shown time and again that resolution to problem areas is often governed by the specialism of the incumbent. Not always a healthy sign. It would seem logical that since corrosion is by far the largest component of integrity management then it stands to reason that the project would be best fielded by trained corrosion personnel. Generally each discrete step in the process will where appropriate be backed up with staff cognizant with company reports and relevant practices such as: API, ASME, NACE, BSI, etc. The findings issued can be used by the client to enhance any compliance requirements, verification, productivity, and indeed the commercial decision making process. This added value aspect also provides a tangible means to preserve people worth, promote innovation, and engage the better use of existing technology, the last of which is often cited as being a major weakness.
Typically the prioritization, inspection, monitoring, and control criteria defined within the strategy are implemented through the development of an acceptable schedule as work planning.12,15,17,18 These should be prepared via a written scheme of detailed corrosion/ inspection, and reflect inasmuch possible per existing company protocols to minimize costs. The inspection work scopes (reporting templates and equipment) having been compiled using the risk based corrosion threats identified, should also provide checklists and foreseeable apparatus requirements.12 A good inspection baseline will ensure sound and meaningful subsequent surveys, and so effort/resources expended at this stage will be made worthwhile. Additionally modern communication paths such as the internet offer opportunities to efficiently enhance data review almost instantaneously. Thus previously identified problems with time lag should be virtually eliminated.
Discussion
Numerous attempts at inspection priority rankings have been successfully made over the years for structures, pressure plant, and pipelines each with merit.7,12,15,17 The method under discussion herein may use similar means to quantify integrity, the option would be left to the duty holder/lessee, and tend to evolve on a project specific basis. In this case at first pass, Figure 4, there will be outputs from each of the 10 steps, however we would expect more critical outputs after failure analyses, re-appraisal, and inspection prioritization (urgent, high, medium,low, inert - UHMLI) risk categorization, with subset risk codings also being feasible. The relative proportions of likely efforts are best exemplified in schematic form by Figure 5. Documenting this will provide invaluable company specific data for subsequent passes, and indeed future projects targeting both better predictive prevention, and less reactive cures.
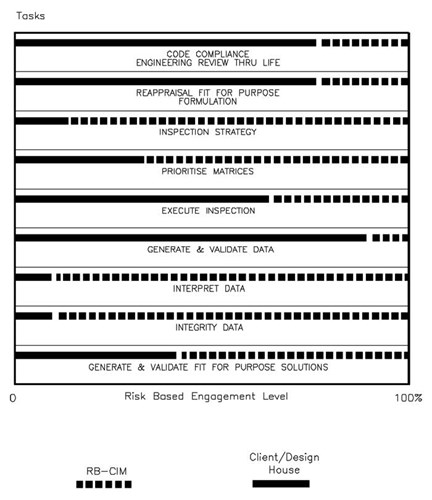
Figure 5 - Schematic showing the likely roles and efforts of multi disciplined groups within a typical project. Individual project dynamics will shift the balances pending specific requirements.
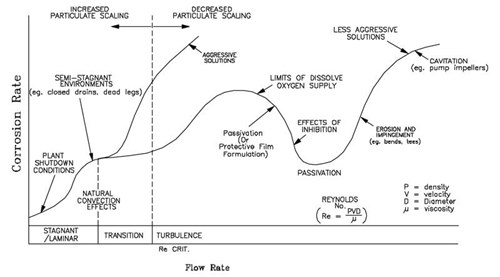
Figure 6 - Illustrating corrosion rate trends as pipe flow conditions change from stagnance through erosion to cavitation, emphasizing the need to quantify flow regime conditions whether steady-state, variable, shutdown, transient/ excursionary etc. (Adapted from Reference #3)
At second pass, client-drawings, inventory/line lists, operating max/min temperatures, pressures, flow velocities, piping and material specifications, etc will be more closely scrutinized, as will service appropriation -sweet/sour, process stream chemistry target and actual, pH, chloride, sulfate, carbonate content etc. And in some instances therefore unquantified data may be requested, and this could engage additional specific zone monitoring of local profiles, e.g. pressure, temperature, or velocity as suggested by Figure 6 by way of example. The follow-on characterization of multiphase fluids, and predicted zones of wettability, and stagnation are likely to provide better appreciation for critical excursions and aggressive profiles thus leading to greater confidence levels per the selection of inspection sites and therefore localized corrosion control. Thus the pivotal importance of the second pass now becomes more apparent, and at this stage advanced NDE may also become more justifiable. Similar curves may be generated for all major failure or damage scenarios.
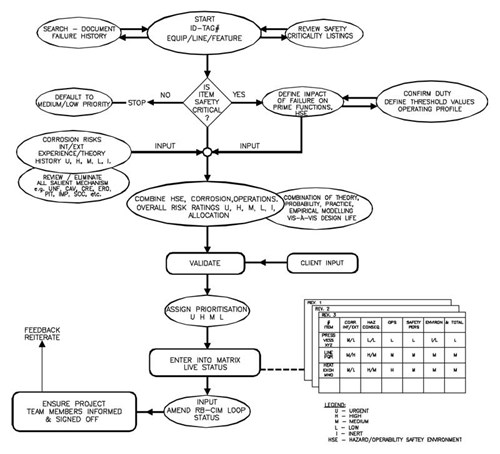
Figure 7 - Typical corrosion/ integrity, hazard, operability flow sheet after second and third pass iterations of the RBCIM loop. End result is the live condition prioritized inspection matrix, suitable for both equipment items as well as systems.
At third pass, we would expect very meaningful improvements, and major returning trends on investment, perhaps up to ~30% reduction of inspection/maintenance schedules being achievable over ~2-5 years. The continually improved risk based, overlaying inspection matrix Figure 7, will be the main deliverable, hopefully yielding the performance, failure and damage control required for high risk deepwater ventures. As with all new approaches the results will be highly dependent on the teams which execute the loop. A near full time expertise covering corrosion /mechanical/ process/risk and structural disciplines is vital to drive the working loop. The capital investment is not high (maintainable within a small percentage of the pre-determined running budget), and it is argued that since the methodology will be an overlay onto existing company procedures (and staff) the cost/time/resource burdens should not be restrictive.
Case examples. A range of illustrative offshore, deepwater examples are listed below. Almost wholly, the urgency of each project has been stimulated by virtue of the deepwater perspective, usually leading to the generation of an integrated investigation and survey report.
• Pipeline/Umbilical Excursions - quantifying damage control
• Water Injection System Heat Exchanger failures –design anomalies
• Ballast Tank Integrity Issues-spalled coatings and waterline corrosion attack
• Corrosion control/CP design reviews-selection of representative parameters for deepwater applications.
• Produced Water System Failures-confirm the mechanisms and address
• Cooling System Failures-under designed treatment regimes
• Sea Water Systems – incompatible alloys and the under-specified selection of materials
• Presently working with GOM client with a five year plan- covering various systems.
Conclusions
The key features of the RB-CIM program are the detailed failure history, design reappraisal, practically balanced risk prioritization, focused inspection and extended verification. The methodology could if used as intended, provide the concerted effort to make a major difference in supporting deepwater developments, in particular where hazop, safety, environmental and financial margins are tight.
The methodology will ensure that corrosion prevention and control is well addressed, and that practical fit for purpose solutions are planned, and less reactive further down the line. The 10-step loop can be constructively applied to structures, pipelines, subsea developments, topsides facilities, specific equipment or can be directed at selective failure investigations or mechanisms.
The principles apply to new and existing facilities, the strategy and matrix generation should focus attention to urgent and high risk areas of safety critical items only, thus streamlining effort. Close adherence to the loop will ensure that practical, theoretical and empirical judgments tend to converge with re-iteration. Ultimately sanctioning the target of zero corrosion surprises.
References
1. D.E. Milliams K. V. Gelder, Corrosion Management NACE- MP, November1996
2. G.R. Edwards, W. Hanzalek, S. Liu, D.L. Olsen, C. Smith (Eds)- International Workshop Advanced Materials for Marine Construction, New Orleans Feb 1997
3. B. Singh, S. Donaldson, J. McKechnie, Corrosion Engineering in Offshore Applications, NACE/NFK Industrial Conference Sandefjord, Norway, June 1993.
4. H.P.E.Helle, Constraints for Low Cost Reliability in Plants, NACE-MP, March 1993
5. B. Singh Corrosion Management-Strategy and Control, Second NACE Asia Conference, Singapore Sept 1994.
6. R.J. Horvath, The role of the Corrosion Engineer in the Development and Application of Risk Based Inspection for Plant Inspection NACE-MP, July 1998.
7. MMS/CSM Workshop Corrosion Control Marine Structures & Pipelines, Galveston, Texas, February 1999.
8. J. F. Rau Prioritizing Maintenance by Integrity Analysis NACE-MP, January 1996.
9. MMS National Potential Incident of Non-Compliance Guidelines Dec 1998 & Revision September 2000.
10. MMS Dept of the Interior- Title 30 Code of Federal Regulations, Part 250.
11. Press and Journal-Offshore Journal, Aberdeen UK Aug 24th 2000.
12. Deepwater Corrosion Services-In House RBI Projects 1995-2000
. 13. M. Mustafa, MS Thesis, Asset Management, Robert Gordons University, UK, October 1998.
14. R.F. Herning, Integrated Management of Offshore Oil & Gas Fields in Real Time, OTC paper #10738/ Houston, Texas, May 1999.
15. J.T. Reynolds, Risk Based Inspection-Where Are We Today, NACE Corrosion 2000 Orlando/Fla. Paper# 00690.
16. M.T. Trainer, Major Hazards and Emergency planning, HSE Laboratory, UK, March 1998.
17. J. Kallaby, P.E. O‘Connor, OTC paper# 7487, Houston, Texas, May 1994.
18. JD Garber, A. Alverado, R.H. Winters, Study Tracks Internal-Corrosion Trends in Aging Pipelines Oil & Gas Journal, Vol 98, #13 March 2000.
Table 1: Abbreviation and symbol glossary
| Abbreviations | ||
|---|---|---|
| ALARP-As Low As Reasonably Practicable |
CAV-Cavitation | CBDN-Coating Breakdown |
| CREE-Creep | CREV-Crevice Corrosion | DeCMS-De-Commissioning |
| COMP-Compatibility Issue | CW-Cold Work | CUI-Corrosion Under Insulation |
| DEAL-DeAlloying | ERO-Erosion | FAC-Flow Assisted Corrosion |
| FILI-Filiform Corrosion | FRET- Fretting | GALV-Galvanic Corrosion |
| HE/HIC-Hydrogen Embrittlement /Induced Cracking |
HSE- Hazops, Safety, & Environment |
LME-Liquid Metal Embrittlement |
| MARF-Marine Fouling | MIC-Microbially Influenced Corrosion | NPSH-Net Positive Suction Head |
| PIT-Pitting | SCAL-Scaling | SCC-Stress Corrosion Cracking |
| SND-Sand | STAG-Stagnant Pocket Corrosion | UNF-Uniform Corrosion |
| VIB-Vibration | WAX/HYD- Wax/Hydrates | WEAR-Wear Corrosion |
| Symbols | ||
|---|---|---|
| Ecorr- Corrosion Potential |
Hs-Hoop Stress Ff-Friction Factor |
htc-Heat Transfer Coefficient |
| Nu-Nusselt # | P-Pressure | Re-Reynolds# |
| Rx-Surface Roughness | Rs-Residual Stress | T-Temperature |
| Ts-Torsion Stress | τ-Shear Stress | V-Volume |
| v-Velocity | Ws-Working stress | Ys-Yield Stress |
Want to receive an email when Deepwater publishes new corrosion-related technical papers, case studies, and more? Sign up for our Corrosion Newsletter using the form below. You can unsubscribe at any time.
Related content




Technical papers


